Bearing Damage
To request a printed copy of our Bearing Damage Chart,
please contact a GB Special Products representative.
SCORING DUE TO
FOREIGN MATTER OR ‘DIRT’
Contamination of the lubricant includes:
a) “Built-in dirt on crankcases, crankshafts, oil galleries, cylinder bores etc. present at the time of machine assembly.
b) Entrained dirt entering through breathers or air filters, and particles derived from combustion of the fuel in internal-combustion engines.
c) Metallic wear particles resulting from abrasive wear of moving parts.
“Dirt” may cause polishing of the surfaces of whitemetal-lined bearings, burnishing of bronze bearings, abrasive wear of overlays or of other bearing linings, and scoring of both bearing and mating surfaces with degrees of severity depending upon the nature and size of the dirt particle, or oil film thickness and type of bearing material.
JOURNAL BEARINGS
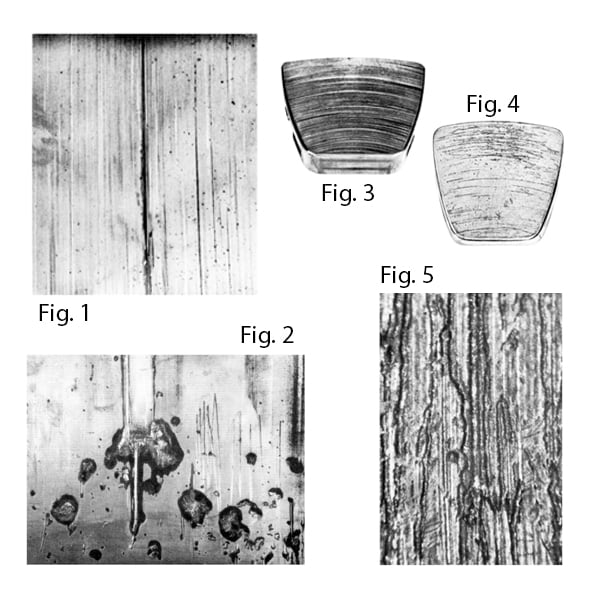
Fig. 1 - Whitemetal-lined bearing scored and pitted by “dirt”.
Fig. 2 - Whitemetal-lined bearing showing “haloes” caused by dirt particles.
RECOMMENDED ACTION
● Bearings in condition shown in Fig. 1 should be re-fitted, after cleaning bearings and journal surfaces, provided clearance increase due to wear can be tolerated.
● Bearings in condition shown in Fig. 2 should be scrapped and new bearings fitted after cleaning journal, oil ways and filter (if any) and changing oil.
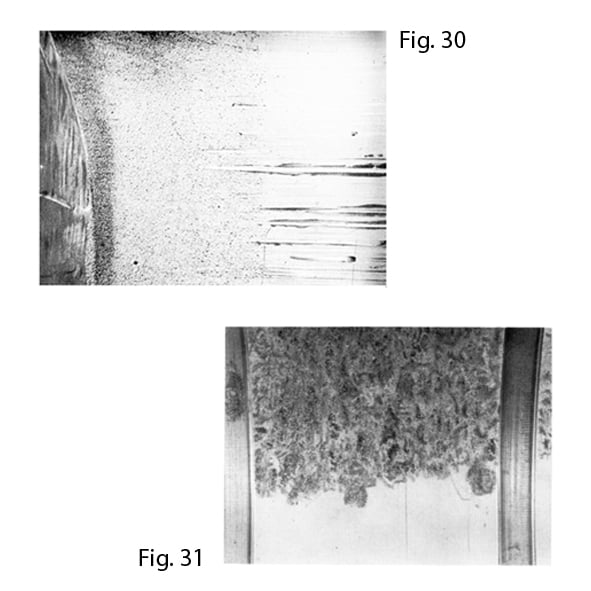
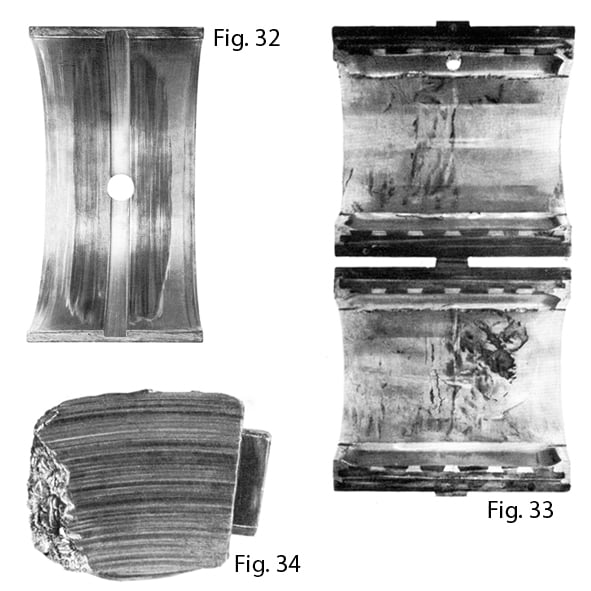
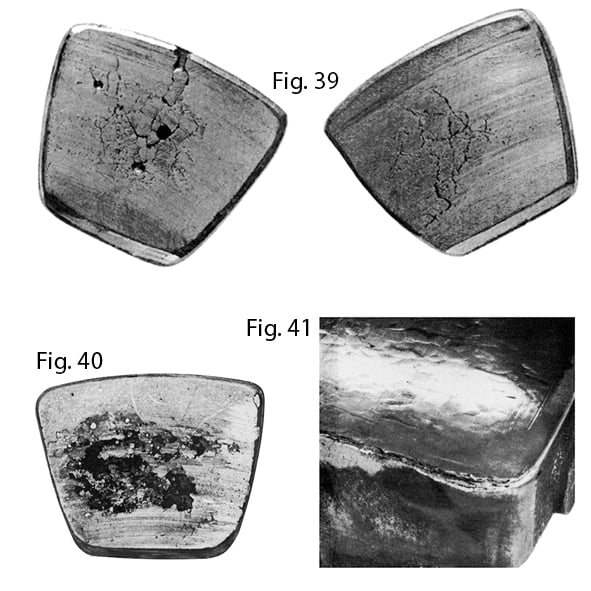
TILTING PAD THRUST BEARINGS
Fig. 3 - Concentric scoring of thrust pad due to dirt entering bearing at high speed.
Fig. 4 - Scoring of dirt entering bearing at start-up.
Fig. 5 - Surface of pad in Fig. 4 at higher magnification showing irregular tracks caused by rolling of shotblast spherical steel particles.
RECOMMENDED ACTION
● Scrap damaged pads. Clean out lubricating system, change oil and fit new pads.